- 电 话:020-89603212
热线电话:4008-010-015
手机号码:18922315086
联系人: 李小姐
手机号码:13802988805
联系人: 周先生
一、前 言
材料工业是一切工业的基础,新型的材料工业又是发展现代科学技术的必不可少的材料工业。随着现代科技的发展,单一的材料性能已无法满足生产和社会发展的需要。利用复合技术将不同特性的物质结合一起,制成具有优异综合性能的复合材料应运而生。它能按用户需要赋予单一组分物质所不具有的特性,如轻质、高强、绝缘、耐腐蚀、耐温、隔热等优良的性能,甚至能满足用户在特殊工况下的要求,同时能达到节能降耗、降低成本、改善劳动条件、三废回收利用等综合目的,大大提高企业经济效益。
1.1材料工业发展的趋势—非金属复合管材的崛起
复合材料的发展,推动了材料工业的巨大革命。玻璃钢管(简称GRP管)的诞生,标志着非金属管材在材料工业中的崛起,也预示着非金属管材在国民经济建设中的应用领域和市场将不断扩大,并越来越广阔。玻璃钢管是一种新型的复合材料管,它主要以玻璃纤维纱作为增强材料和树脂作为基体制成,具有许多其它管材无法取代的优越性能,被广泛地应用于化工企业腐蚀介质输送、排污、油气输送、农业灌溉、海水输送、电厂循环水,以及城市给水排水工程等许多领域。随着玻璃钢管的普及应用,又出现了夹砂玻璃钢管(简称RPMP),这种管道不仅从性能上提高了管材刚度,而且降低了管道的成本。所以,近些年在城市给排水工程中特别受青睐。以下我们着重对夹砂玻璃钢管的应用作阐述。
1.2玻璃钢管在国际市场及国内的制造和应用概况
复合材料工业中,玻璃钢行业在目前国际市场上产量最大、用途最广。80年代中期以来,在欧洲一些国家新敷设的大、中型供水管道中,玻璃钢管的使用长度比例达10%—50%。英国玻璃钢管占供水总长的25%以上,在预计今后的一段时间内会增加到30%—50%。瑞典玻璃钢管的使用长度比例达40%,在直径300mm以上的新敷设市政管道中80%采用玻璃钢管。日本在大口径城市供水管道中,玻璃钢管占25%,超过钢管的用量。在中东地区大、中型输水管、污水管、海水淡化系统管道以及一些工业输送管道,均采用了玻璃钢管。美国自1986以来,玻璃钢管的年产量超过6万吨,所安装的玻璃钢管道总长度为100万千米,预计今后美国玻璃钢管的发展速度平均将增长10%。
我国玻璃钢工业近年来发展很快,1992年国家建材局制定到2000年产量发展到30万吨/年的规模,玻璃钢的开发和应用已引起了更多人的重视。八十年代至今,在夹砂玻璃钢管缠绕设备上我国先后从意大利、日本、法国等引进了4条缠绕管和两条离心管生产线,年生产能力得到了很大的提高。但是,由于目前夹砂玻璃钢管的研制开发应用没有得到广泛地推广,致使许多应用部门对其性能、质量及应用领域没有得到充分认识。另外,许多企业生产能力也未达到饱和,所以,夹砂玻璃钢管道在国民经济中的应用市场还有待开拓。在当前我国经济迅速发展,市场经济逐渐完善的大好形势下,新型复合管材—夹砂玻璃钢管在城市供水领域里将以其优质的性能取代其它的管材,这是复合材料工业发展的必然趋势。在我国,夹砂玻璃钢管的使用也逐渐在引起人们关注,长距离输水工程也越来越多,市场前景一片光明。据建设部预测,在我国“九五”期间我国每年需要敷设的输水管道约1600公里,这表明夹砂玻璃钢管潜在市场是有广阔的前景的。
1.3 夹砂玻璃钢管的特点及与时代的相适应性
夹砂玻璃钢管以其优异的耐腐蚀性能、轻质高强、输送流量大、安装方便、工期短和综合投资低等优点,成为化工工业及输水工程的最佳选择。它具有其它金属管材无法比拟优越性,主要具有以下特点:
1.具有优良的耐腐蚀性能。
与传统管材相比具有优良的耐化学腐蚀性能,可以耐酸、碱、盐、氧化剂、有机溶剂、各类油脂、污水、海水等。它的内衬采用耐腐蚀性能优良的树脂(饮用水管道采用食品级树脂)作为原材料,所以不需要任何防腐处理。
2.无毒害、无二次污染。
在使用过程中不结垢、不生锈、不滋生藻类和其它的微生物,不需要阴极保护及其它防护措施,不会对水质或其它介质产生二次污染。
3.比重小、重量轻。
比重仅为钢、铸铁管的1/4—1/5,混凝土的2/3。管道重量大约占同规格、同长度球墨铸铁管的1/4,混凝土管的1/10。因此,装卸方便,易于安装。
4.单根管道长度长。
管道的长度一般为:6m,8m,10m,12m,16m(也可以根据客户的要求生产出特殊长度的管道)。单根管道长,接口数量少,从而加快了安装速度,减少故障概率,提高整条管线的安装质量。
5.机械性能好、优良的绝缘性能。
管道的拉伸强度低于钢,高于球墨铸铁管和混凝土管,而比强度大约是钢管的3倍,球墨铸铁管的10倍,混凝土管的25倍。此外,它的导热系数只有钢管的1%,具有优良的绝缘性,适应使用于输电、电信线路密集区和多雷区。
6.水力学性能优异、节省能耗。
夹砂玻璃钢管具有光滑的内表面,适用于大口径(≥φ500mm)输水管道的特点,磨阻系数小,水力流体特性好,而且管径越大其优势越明显。正是这一特点,在相同直径的管道流量中,RPMP最大。反之,在管道输送流量相同的情况下,工程上可以采用内径较小的夹砂玻璃钢管代替,从而降低了一次性的工程投入。夹砂玻璃钢管道在输水过程中与其它的管材相比,可以大大减少压头损失,节省泵的功率和能源。
7.热膨胀系数小。
由于RPMP热膨胀系数小,在使用中不需要加温度补偿措施,可在地表、地下、架空、海底、高寒、沙漠、冰冻、潮湿、酸碱等各种恶劣条件下正常使用。
8.使用寿命长、安全可靠。
夹砂玻璃钢管道设计得经久耐用,安全系数一般都在4以上。据实验室的模拟试验表:一般给水、排水夹砂玻璃钢管的寿命可达50年以上,是钢管和混凝土管的2倍。对于腐蚀性较强的介质,其使用寿命比钢管和不锈钢管高几倍。
9.设计灵活、产品适应性强
夹砂玻璃钢管道可以根据用户的各种特殊的使用要求,通过改变设计,制造出各种规格、压力等级、刚度等级或其它特殊性能的产品,适用范围广。
10.采用耐腐蚀快速接头。
接头一般采用两种连接方式:两道“O”形密封圈和反力弹性密封环。安装方便、可靠、密封性、耐腐性好,接头可在小角度的范围内任意调正管线的方向。
11.综合造价低、长期经济效益好。
对于相同口径的管材,RPMP单管管材价格稍高于混凝土管,而低于铸铁管和钢管。管道口径越大,管材造价差别也越大。因此,若考虑到管道长期使用的维护费用和动力消耗等其它的运行费用,以及使用年限和输送能力等因素,RPMP的综合效益均优于其它管材。
正因为夹砂玻璃钢管具有以上一系列的优点,必将逐步取代传统的钢管、铸铁管等管材,具有时代的相适应性。这种相适应性主要表现在以下几个方面:第一,该产品新颖性反映在技术工艺先进,结构选材更合理;第二,该产品的经济性更反映在夹砂玻璃钢管独特卓越的性能上,而产品价位正在逐步降低;第三,该产品的实用性更广。它能适用于各种土壤条件,即使在高酸、高碱的土壤中也不需要化学防护,大大地提高了管材的使用寿命。总之,夹砂玻璃钢管将随着我国社会主义经济的发展,必将获得推广和应用。
二、PM管的构成及制作
玻璃钢管,就是玻璃纤维增强树脂管(GRP管),其成型的方法通常有如下几种:
1.玻璃纤维粗纱缠绕成型;
2.夹砂连续玻璃纤维粗纱增强树脂缠绕成型;
3.夹砂定长玻璃纤维粗纱增强树脂缠绕成型(RPMP);
4.玻璃布卷制成型;
5.玻璃纤维短切粗纱增强树脂—砂浆离心浇铸成型等。
其中,最先进、最有代表性的是(夹砂)定长玻璃纤维粗纱增强树脂缠绕成型工艺,下面就此成型法作详细的说明。
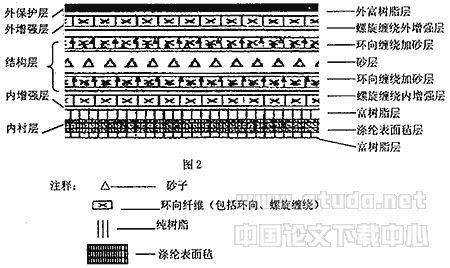
2.1 RPM管的管壁内、外层结构、各层材料及作用
夹砂玻璃钢管从功能上分,可简化成五层,如图2。
|
表2 各层材料及作用 | ||
|
名称 |
材料 |
作用 |
|
外保护层 |
树脂 |
耐腐、耐候、防老化 |
|
增强层 |
玻纤、树脂 |
使管壁具有轴、环向的内外压强度 |
|
结构层 |
玻纤、树脂、石英砂 |
使管壁具有承受变形强度 |
|
内衬层 |
树脂、涤纶表面毡 |
耐腐、防渗、水力特性好 |
|
表3 最小初始环向、轴向拉伸强度 |
|||||||||
|
公称
内径 |
初始环向拉伸强度(N/mm) |
初始轴向拉伸强度(N/mm) |
| ||||||
|
PN0.25 |
PNO.6 |
PN1.0 |
PN1.6 |
PN0.25 |
PN0.6 |
PN1.0 |
PN1.6 |
| |
|
200 |
150 |
360 |
600 |
960 |
100 |
100 |
100 |
100 |
|
|
250 |
188 |
450 |
750 |
1200 |
100 |
100 |
100 |
123 |
|
|
300 |
225 |
540 |
900 |
1440 |
100 |
100 |
107 |
141 |
|
|
400 |
300 |
720 |
1200 |
1920 |
100 |
102 |
132 |
176 |
|
|
500 |
375 |
900 |
1500 |
2400 |
102 |
119 |
156 |
211 |
|
|
600 |
450 |
1080 |
1800 |
2880 |
102 |
136 |
180 |
246 |
|
|
700 |
525 |
1260 |
2100 |
3360 |
102 |
152 |
204 |
281 |
|
|
800 |
600 |
1440 |
2400 |
3840 |
102 |
169 |
228 |
316 |
|
|
900 |
675 |
1620 |
2700 |
4320 |
122 |
186 |
252 |
351 |
|
|
1000 |
750 |
1800 |
3000 |
4800 |
137 |
203 |
276 |
387 |
|
|
1100 |
825 |
1980 |
3300 |
5280 |
159 |
220 |
300 |
430 |
|
|
1200 |
900 |
2160 |
3600 |
5760 |
161 |
236 |
325 |
457 |
|
|
1400 |
1050 |
2520 |
4200 |
6720 |
182 |
270 |
373 |
527 |
|
|
1500 |
1125 |
2700 |
4500 |
7200 |
201 |
291 |
403 |
550 |
|
|
1600 |
1200 |
2880 |
4800 |
7680 |
220 |
303 |
421 |
598 |
|
|
1800 |
1350 |
3240 |
5400 |
8640 |
238 |
337 |
469 |
668 |
|
|
2000 |
1500 |
3600 |
6000 |
9600 |
260 |
370 |
517 |
738 |
|
|
2200 |
1650 |
3960 |
6600 |
10560 |
280 |
404 |
566 |
809 |
|
|
2400 |
1800 |
4320 |
7200 |
11520 |
322 |
437 |
614 |
879 |
|
|
2600 |
1950 |
4680 |
7800 |
12480 |
340 |
471 |
| ||
|
3000 |
2250 |
5400 |
9000 |
14400 |
400 |
567 |
| ||
|
3300 |
2325 |
5940 |
9900 |
15840 |
430 |
624 |
| ||
|
3600 |
2700 |
6480 |
10800 |
17200 |
480 |
681 |
| ||
3.6 刚度
夹砂玻璃纤维热固性树脂管,在一定的外部荷载下,不会因外力引起变形而发生结构破坏,它的性能受管壁因外力或内压引起的应变量的影响。可允许的应变量级,又受树脂类型和生产方法等变量因素的影响。因此,必须控制管道的变形,保证应变量不能过大。
刚度表述的是管道对外部荷载和内部负压的承受能力,其值可用规定长度的管段,在规定(3%或5%)的限量变形下求得。
计算公式:
S=0.0186×F/⊿Y N/m2
F=W/Lx N/m
⊿Y=dm×规定的相对变形 m
W-荷载N
Lx-管段长度 m
Dm=De-e
De-管外径 m
e-管壁厚 m
|
表4 初始环向刚度 | |||
|
刚度等级 |
SN2500 |
SN5000 |
SN10000 |
|
(ISO)N/m2 |
≥2500 |
≥5000 |
≥10000 |
|
(ASTM)Psi |
≥18 |
≥36 |
≥72 |
|
|
10年 |
50年 |
|
非压力管 |
0.75 |
0.4 |
|
压力管 |
0.75 |
0.4-0.5 |
其中:
hf-压力损失(m)
Q-流量(m3/s)
c-粗糙度系数150-155
广州市固肽玻璃钢有限公司,20年玻璃钢储罐制作经验,专业生产玻璃钢罐、玻璃钢储罐、玻璃钢电缆保护管道、玻璃钢通风管道、玻璃钢夹砂管道、玻璃钢格栅,超300家企业首选品牌。